L曲げの概要と加圧力に影響する因子
カテゴリー:曲げ加工
本ページでは、L曲げの概要と加圧力に影響する因子について解説していく。
L曲げとは
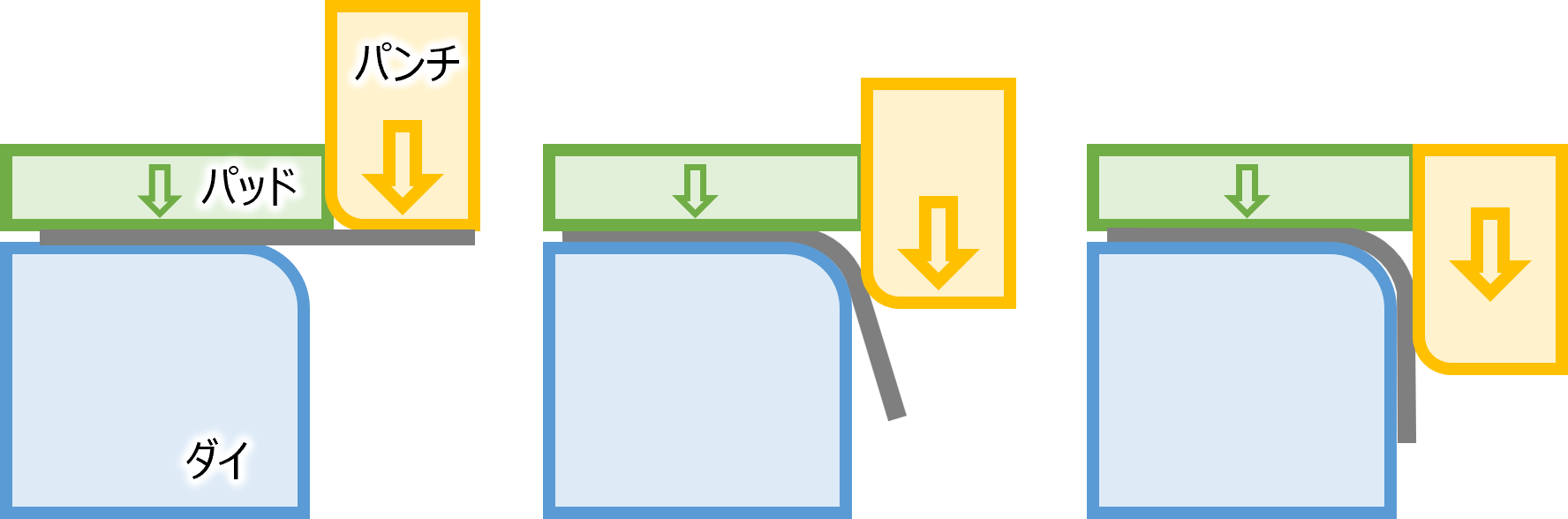
L曲げは、形状自体はV曲げに近い。しかし、L曲げはパッドで被加工材を押さえたのちパンチが下降し加工する点で異なる。 ただし、パッドで押さえているものの、被加工材にかかる荷重が左右非対称であるため、位置ずれを起こしやすい。
L曲げの荷重-ストローク
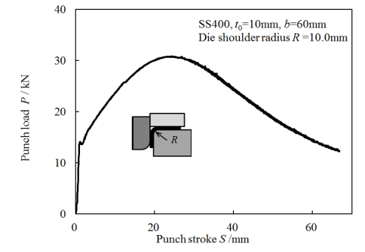
参考文献)KHAMT NARANBAATAR、金属厚板の曲げ加工における曲げ方式及び精度向上に関する研究、電気通信大学大学院情報理工学研究科博士論文(2014)
L曲げの荷重ーストローク線図を上図に示す。 V曲げはパンチの下死点付近で荷重が急激したのに対し、 L曲げでは、ストローク途中で荷重の最大値を示しその後低下する。 これは加工が進むにつれ、被加工材から受ける反力の垂直成分が減少するからである。
L曲げの加圧力に影響する因子
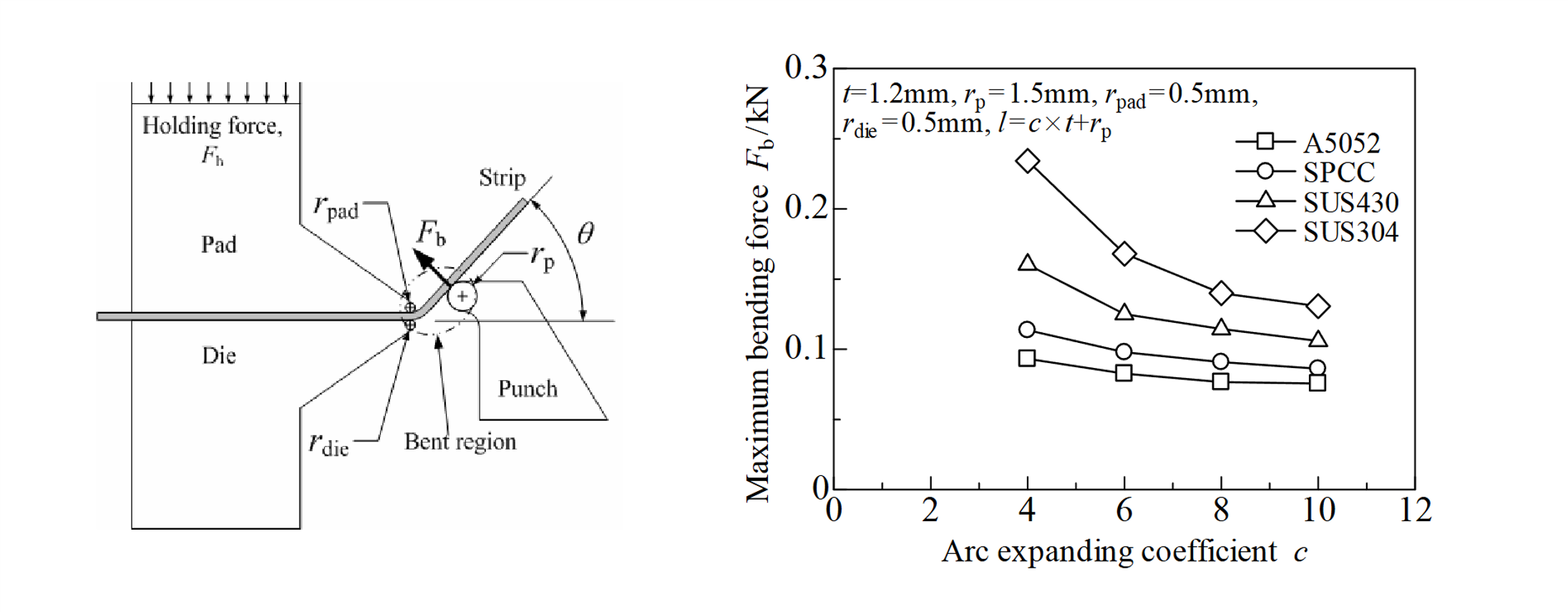
参考文献)小山純一、金英俊、今井一成、久保木孝、村田眞、板材の L 曲げ加工におけるパンチの軌跡半径の影響、塑性と加工、第50巻 第586号 57-61(2009)
今まで説明してきたL曲げとは少し異なる曲げ方式にはなるが、ここで別の実験結果を紹介する。 本実験は左図に示したような実験器具を用いた。 突き曲げと押さえ曲げの混合したような方式であり、パンチを指定した軌跡に沿って移動させることで曲げる方式で行った実験結果である。
右図は荷重と材質・曲げRの関係を示した図である。 横軸cは曲げRに相関する数値である。 材料強度の向上や曲げRの縮小によって荷重が増加する点はV曲げと同様である。 なお、材料強度はSUS304>SUS430>SPCC>A5052である。
参考文献
KHAMT NARANBAATAR、金属厚板の曲げ加工における曲げ方式及び精度向上に関する研究、電気通信大学大学院情報理工学研究科博士論文(2014)