スプリングバック|角度変化の工程での対策
カテゴリー:曲げ加工、寸法精度不具合
スプリングバックの角度変化の原因と因子 および設計での対策方法について以前までのページで説明した。 本ページでは角度変化の工程での対策方法について実験結果を踏まえながら解説する。
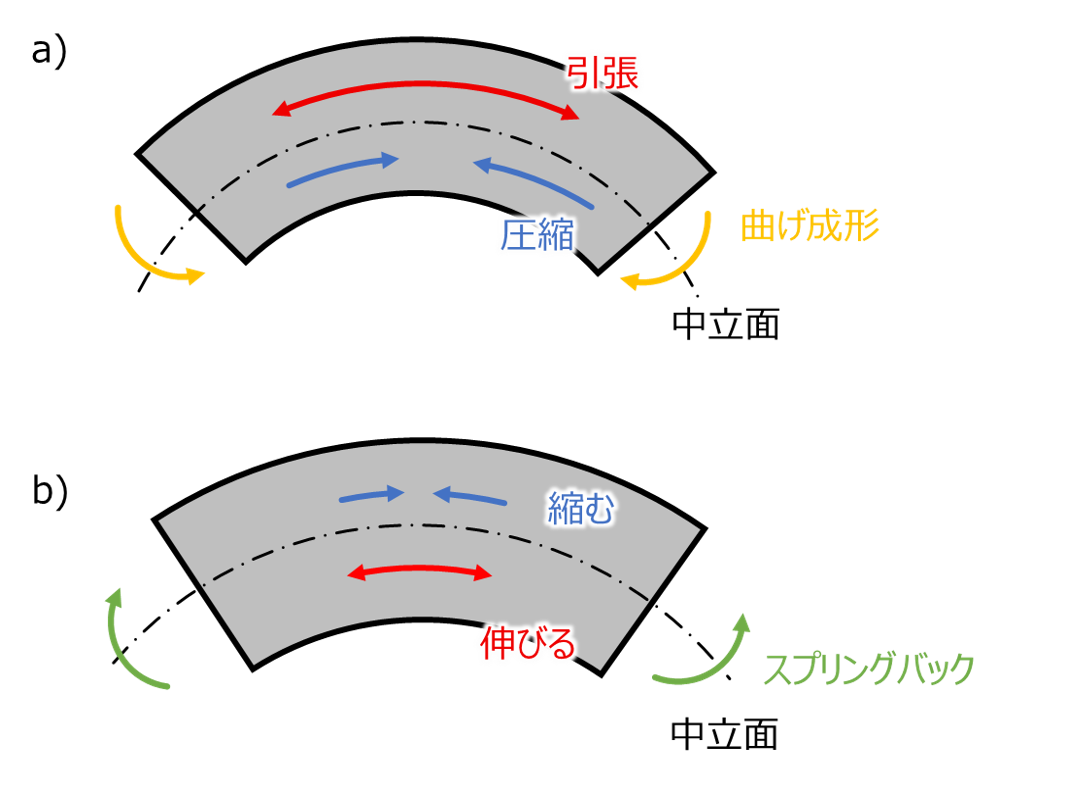
繰り返しの説明にはなるが、スプリングバックで角度変化する原因は表裏応力差があることである。
そのためこの表裏応力差を工程の工夫で低減できれば、角度変化を低減することができる。
これは角度変化量を決める要因の一つである曲げモーメントを低減する方法である。
この表裏応力差を工程の工夫で低減した事例について紹介していく。
スプリングバック(角度変化)の対策|①引張力/圧縮力を付与する
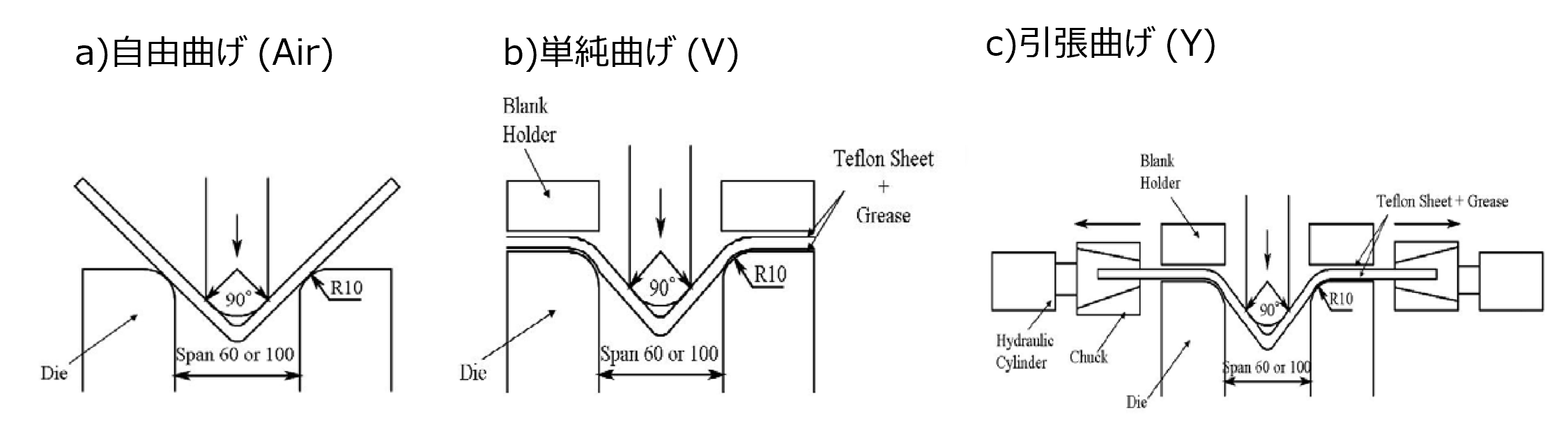
参考文献)中 哲夫、村上 英正、橋本 友彰、高張力鋼板の曲げにおけるスプリングバックに及ぼす引張力の影響、弓削商船高等専門学校 紀要 第 34 号(2012) をもとに図を作成。
上図のようにV曲げにおいて、
a)自由曲げ
b)ダイとブランクホルダーで挟むが引張力を付与しない単純曲げ
c)引張力を付与しながら曲げる引張曲げ
の3種類で曲げた。
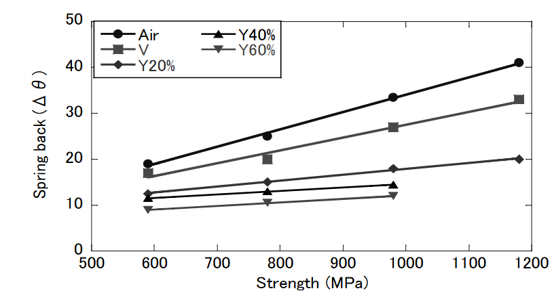
そのときのスプリングバック量を測定したのが下図である。
参考文献)中 哲夫、村上 英正、橋本 友彰、高張力鋼板の曲げにおけるスプリングバックに及ぼす引張力の影響、弓削商船高等専門学校 紀要 第 34 号(2012) をもとに図を作成。
なおグラフ中ではa)自由曲げをAir、b)単純曲げをV、c)引張曲げをYで記載してある。また、c)引張曲げは降伏応力の20,40,60%の3種類で引っ張っている。
この図より引張力を付与することで、スプリングバック量を低減できていることがわかる。
これは自由曲げでは圧縮されていた板内側を、引張曲げでは引っ張ることで表裏応力差が低減されたためにスプリングバック量が低減されたと推測することができる。
なお本研究は引張力を付与した事例であるが、圧縮力を付与した場合も同様にスプリングバック量が低減する。
スプリングバック(角度変化)の対策|②2度曲げする
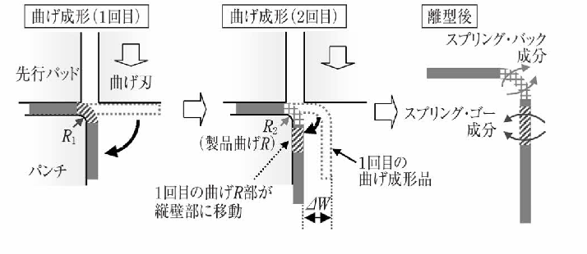
参考文献)岩谷二郎、山野隆行、自動車用ハイテン材プレス成形時の2次元寸法精度不良対策技術の開発、塑性と加工 第47巻 第551号(2006) (元論文が見つけられなかったため、孫引きです。申し訳ありません。)
図のように曲げ成形を2回に分けて行う。1回目で曲げられた箇所は2度目の曲げでRを平らに成形する。これにより、元のRの形に戻ろうとして、スプリングゴーが発生する。
なお、スプリングゴーとは、弾性回復のときにスプリングバックと向きが反対で壁側に競るものを指す。
2回目の成形でできたR部のスプリングバックとスプリングゴーを相殺させることで、合計のスプリングバック量を低減させるという方法である。
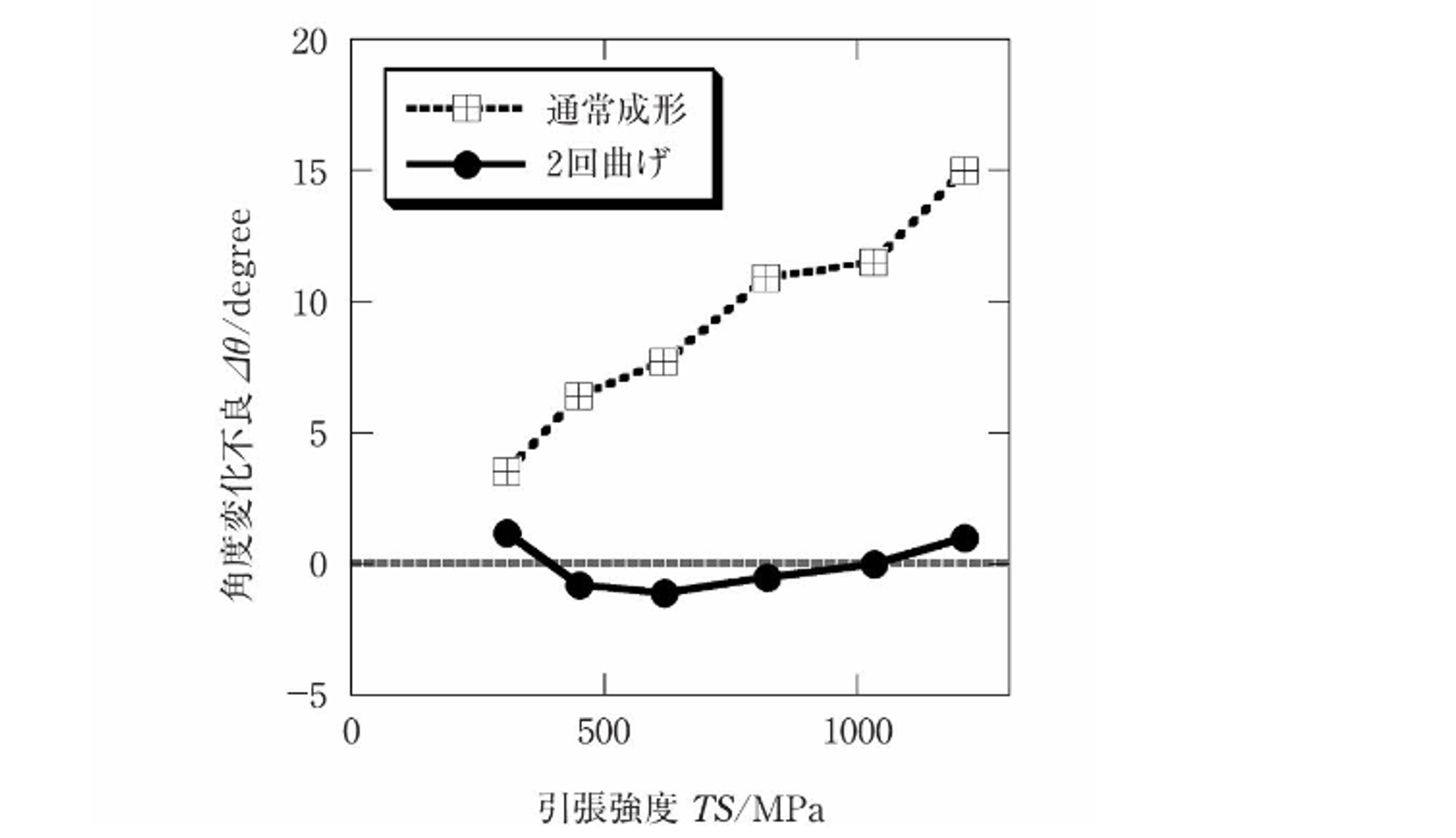
参考文献)岩谷二郎、山野隆行、自動車用ハイテン材プレス成形時の2次元寸法精度不良対策技術の開発、塑性と加工 第47巻 第551号(2006) (元論文が見つけられなかったため、孫引きです。申し訳ありません。)
上図は引張強度と角度変化不良(スプリングバック量)の関係を示した図である。通常の曲げ成形では引張強度に対しスプリングバック量が増加する。一方、2回曲げを行うことで、引張強度によらずスプリングバック量を0に近づけることができる。
スプリングバック(角度変化)の対策|③スプリングゴーの壁そりを発生させ、相殺させる
考え方は②2度曲げと同一であるが、スプリングバックの1種である壁そりにおいて、スプリングゴーを発生させるように成形する。
そして、角度変化と壁そりを相殺させ、スプリングバック量を低減させるといったものである。
この手法の具体的事例は壁そりを解説したのちに説明する。
まとめ
本ページではスプリングバックによる角度変化を低減する工程での対策について述べた。
こちらも工程数などの制約があるため、すべてを織り込めるものではないだろう。
部品設計と工程、両者の取り組みでスプリングバック量を低減させることが必要である。