絞り成形に影響を与える諸因子
カテゴリー:絞り加工
本ページでは、絞り成形に影響を与える因子について説明していく。
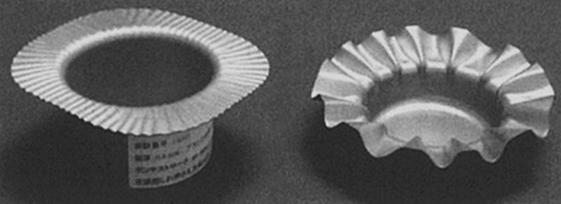
①しわ抑え力
参考文献)日本塑性加工学会編、板材のプレス成形- 曲げ・絞りの基礎と応用 -、コロナ社(2020)
上図のようなしわを抑制するため、ホルダーを用いる。
しわ抑え力の目安は、フランジ部の単位面積当たりの面圧を降伏応力と引張強さの平均値の1%である。
様々な式が提唱されているが、例えば円筒絞りの場合、しわ抑え力FHは次式より算定できる。
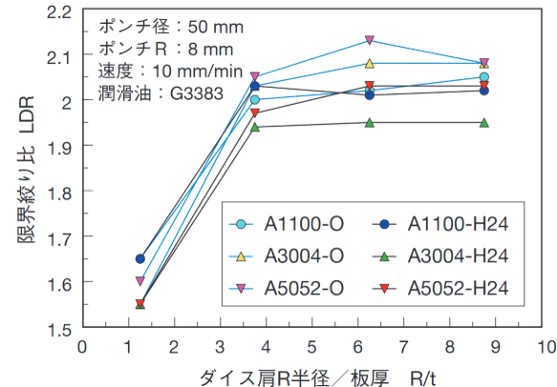
② ダイス肩半径
参考文献)野口修、プレス成形用アルミニウム板材の諸特性、Furukawa-Sky Review No.9 2013
ダイス肩半径 rd が限界絞り比に及ぼす影響を上図に示す。
rd が大きいほど限界絞り比が向上する。
これは rd が大きいほどダイス肩部の通過抵抗が小さくなるためである。
ダイス肩部を通過する素板は曲げ・曲げ戻し変形を受ける。 曲げ・曲げ戻し変形は、張力が大きいほど、また曲げ半径 rd が小さいほど、 素板の板厚を大きく減少させる。 そのため、rd が大きくなるにつれ限界絞り比が向上する。
一方、rd が板厚 t0 の10倍以上になるとダイス肩部とホルダーのすきまが大きくなり、 しわが発生しやすくなる。 そのため、通常は rd = (4〜10)t0 が推奨されている。
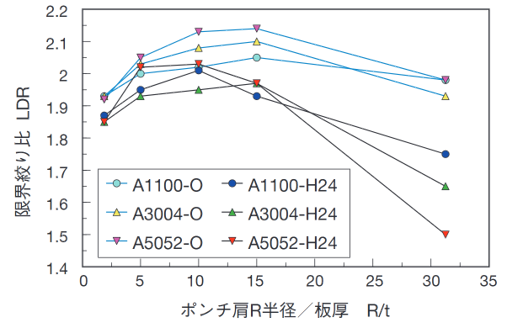
③ パンチ肩半径
参考文献)野口修、プレス成形用アルミニウム板材の諸特性、Furukawa-Sky Review No.9 2013
パンチ(ポンチ)肩半径rpが限界絞り比に及ぼす影響を上図に示す。
rpを大きくしすぎると、パンチ頭部でしわが発生しやすくなり、
rpが小さいほどパンチ肩部での曲げの影響が顕著になり破断しやすくなる。
④ その他
・パンチとダイのクリアランス
・素板寸法
・素板の板厚
・潤滑
・温度
・素板の機械的性質(r値等)
などが影響する。