V曲げの概要と加圧力に影響する因子
カテゴリー:曲げ加工
本ページでは、V曲げについて解説していく。
V曲げとは
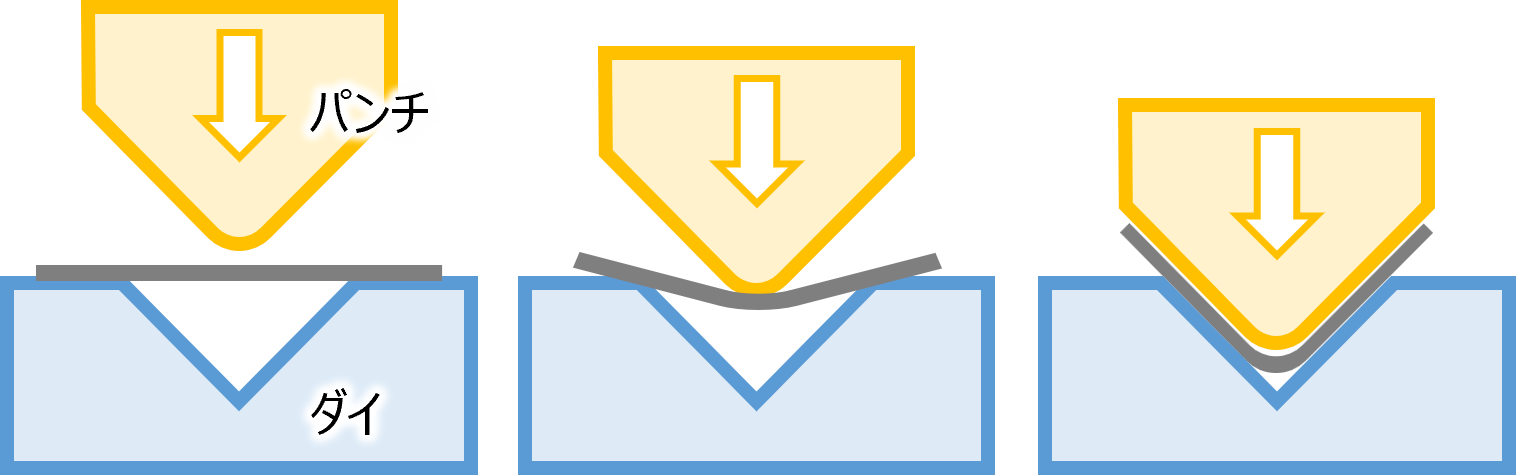
V曲げとは、ダイによって支えられた被加工材をV字型のパンチで押し付けて成形する方法である。 この曲げ方式のメリットは、金型構造がシンプルで安い かつ汎用性があることである。
V曲げの自由曲げの加圧力
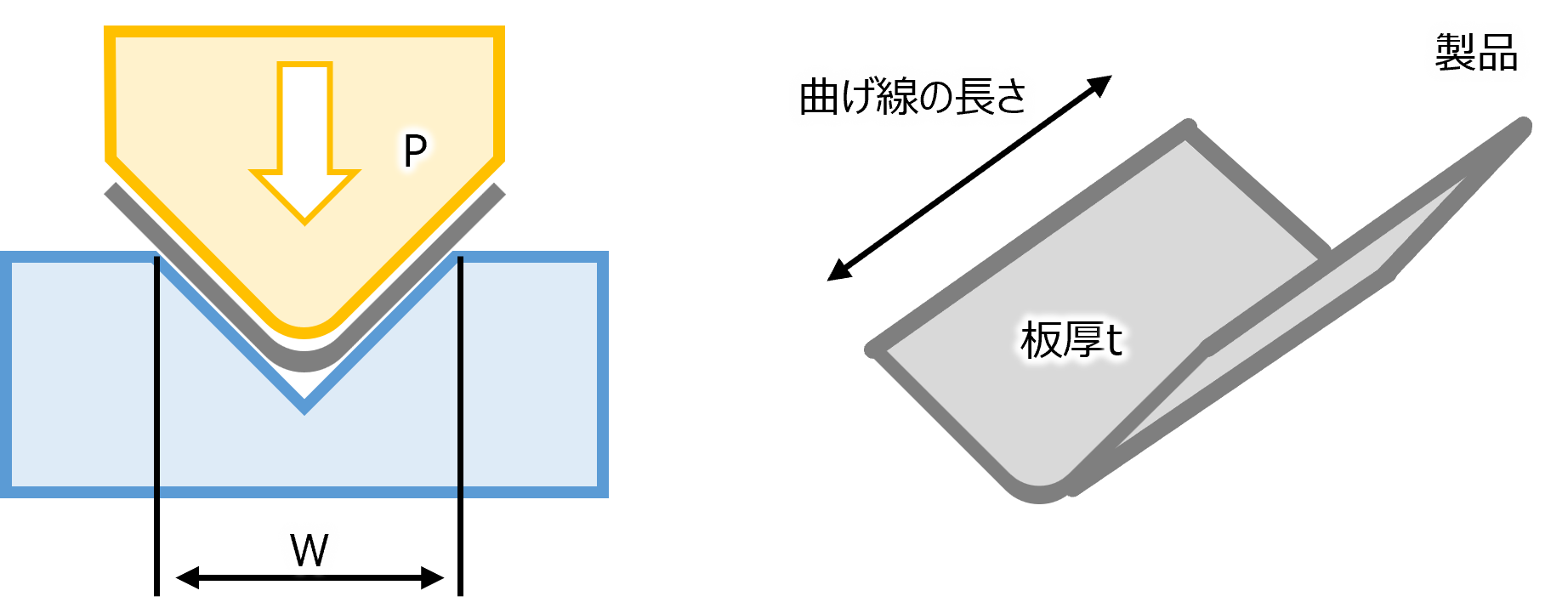
Pを加圧力(N)、Cを補正係数、lを曲げ線の長さ(mm)、tを板厚(mm) σbを引張強さ(N/mm2)、Wをダイの肩幅(mm)とする。 自由曲げの加圧力Pは
となる。
で加圧力を求めることができる。なお補正係数Cは1.1~1.5の間をとる。
V曲げの加圧力の求め方
上式は両持ち梁として捉えることで求めることができる。
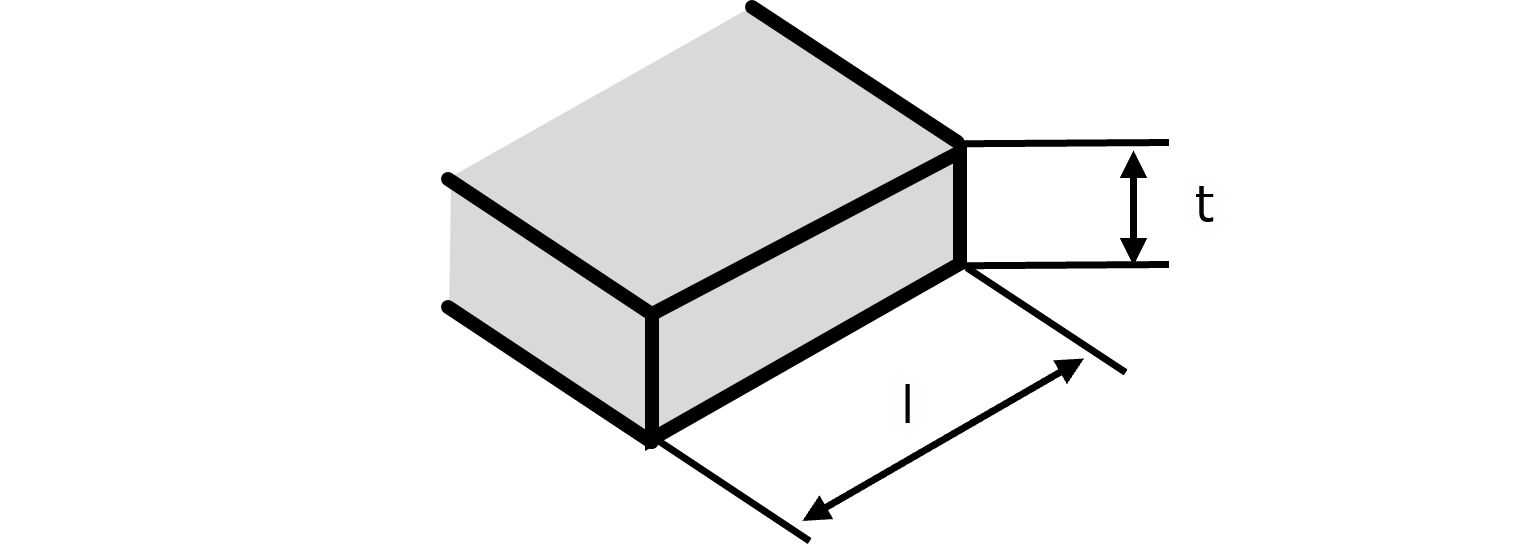
高さt、幅lの断面であるので、断面係数Zは
両持ち梁にかかる曲げモーメントの最大値Mmaxは
両持ち梁にかかる応力の最大値σmaxは
なおσmaxはσbと等しい。これを式変形して
となる。係数部分を除き一致した。
V曲げ時に被加工材が引き込まれながら成形されるために 支点の位置が移動し(つまり、Wが小さくなる)荷重が増加する。 そのため、理論式よりも荷重が大きくなるため、経験式の係数が大きい。
V曲げの荷重-ストローク
参考文献)小川秀夫、金属板材の曲げ加工エネルギーに関する研究、天田財団 助成研究成果報告 vo.119 (2006)
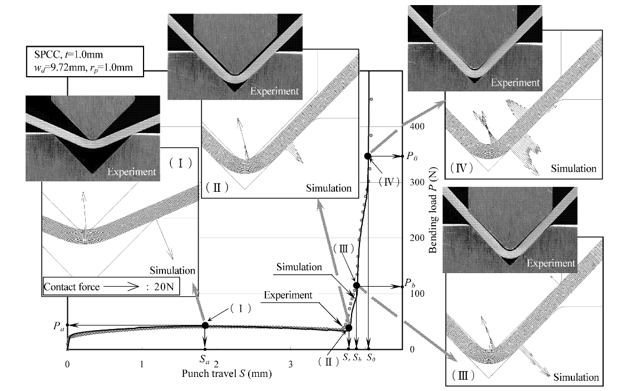
V曲げを実機及びCAEでの荷重ーストローク線図を上図に示す。
(II)までは概ね一定荷重であったのに対し、それ以降急激に荷重が立ち上がっていることがわかる。
これは曲げの形態が変化しているからである。その理由をこれから説明する。
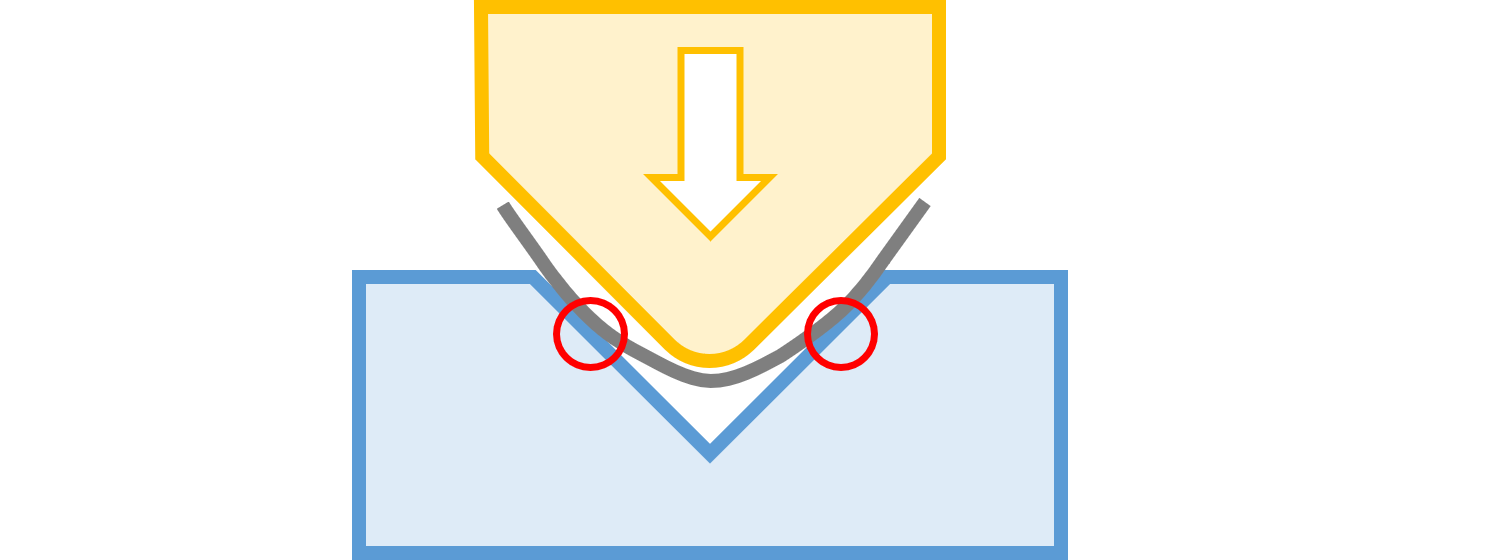
(I,II)まではパンチ先端とダイの左右方の3点で曲げられている。
(III)では、パンチ肩にブランク材が接触していることがわかる(実際、CAEでパンチ肩に荷重が入っていることが確認できる)。
(IV)では、パンチとダイのクリアランスが板厚と等しくなった状態である。これを幾何学的下死点と呼ぶ。
(V)では、板厚を圧縮する加工となる。
このように、パンチストロークによって、曲げの形態が変化するため、以下の様に分類される。
(I~III):自由曲げ
(III~IV):底突き曲げ
(IV~V):圧印曲げ
なお、上記までで説明していた理論式はこの(I~III):自由曲げに相当する。 実際、上記で求めた以下の式に実験条件の数値を当てはめてみると
P=44N(C=1.3)となる。
Paが概ね40N程度であることがグラフから読み取れるので、良い一致が得られることがわかる。
V曲げの加圧力に影響する因子
参考文献)小川秀夫、金属板材の曲げ加工エネルギーに関する研究、天田財団 助成研究成果報告 vo.119 (2006)
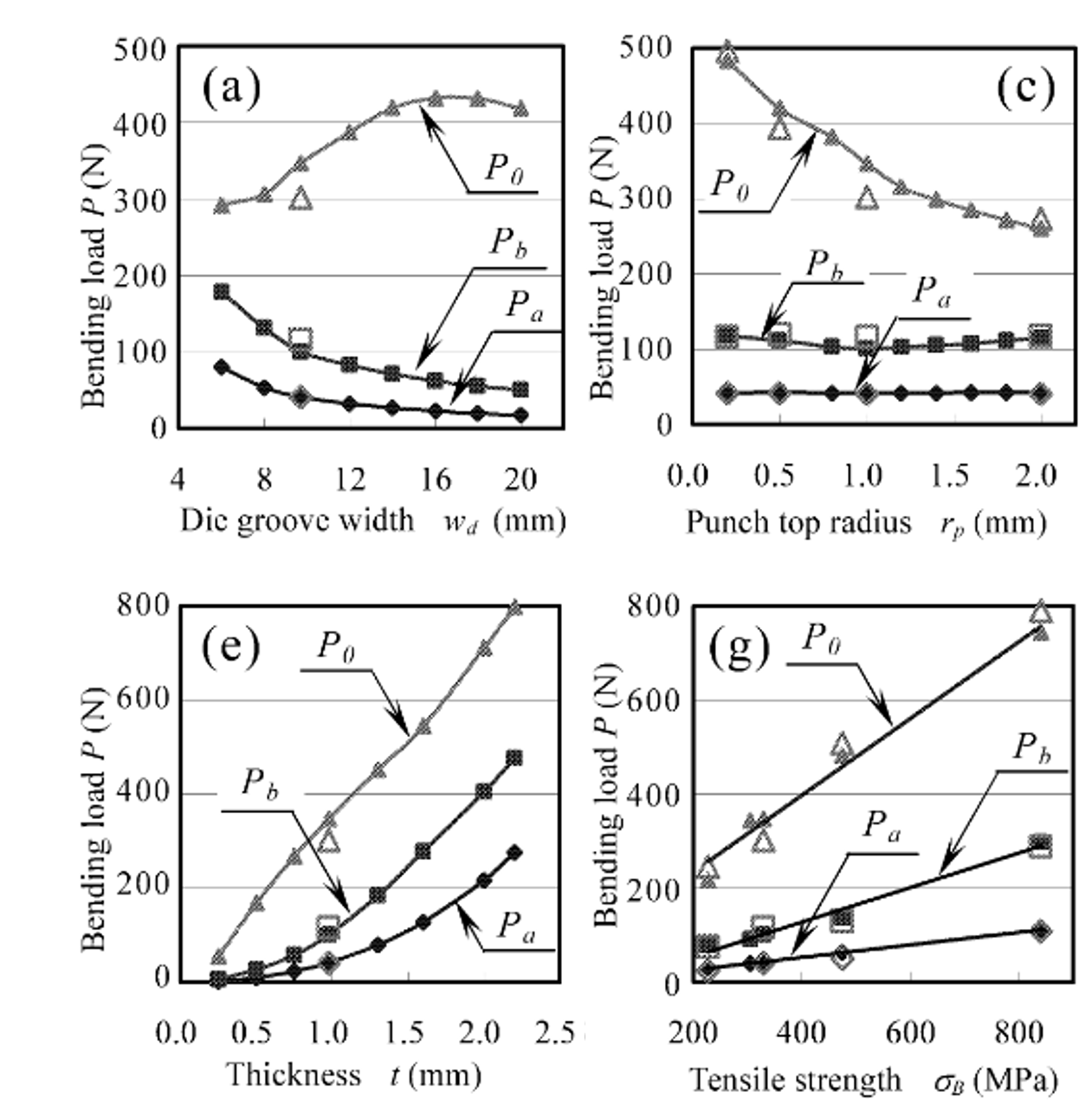
荷重とダイ肩幅Wd・パンチ径rd・板厚t・引張強度σBとの関係をまとめたのが上図である。 なお、PaはI、PbはIII、P0はIVの点の荷重である。 ダイ肩幅wdやパンチ径rdが大きくなると荷重が下がり、 板厚tや引張強度σBが上がると荷重が上がることがわかる。