スプリングバック|角度変化の原因と影響因子
カテゴリー:曲げ加工、寸法精度不具合
スプリングバックはいくつかのモードに分類することができるが、本ページではその中でもR部の角度変化の原因と対策について解説する。
対策については設計変更での対策と工程での対策それぞれ紹介する。
スプリングバック量(角度変化)|原因
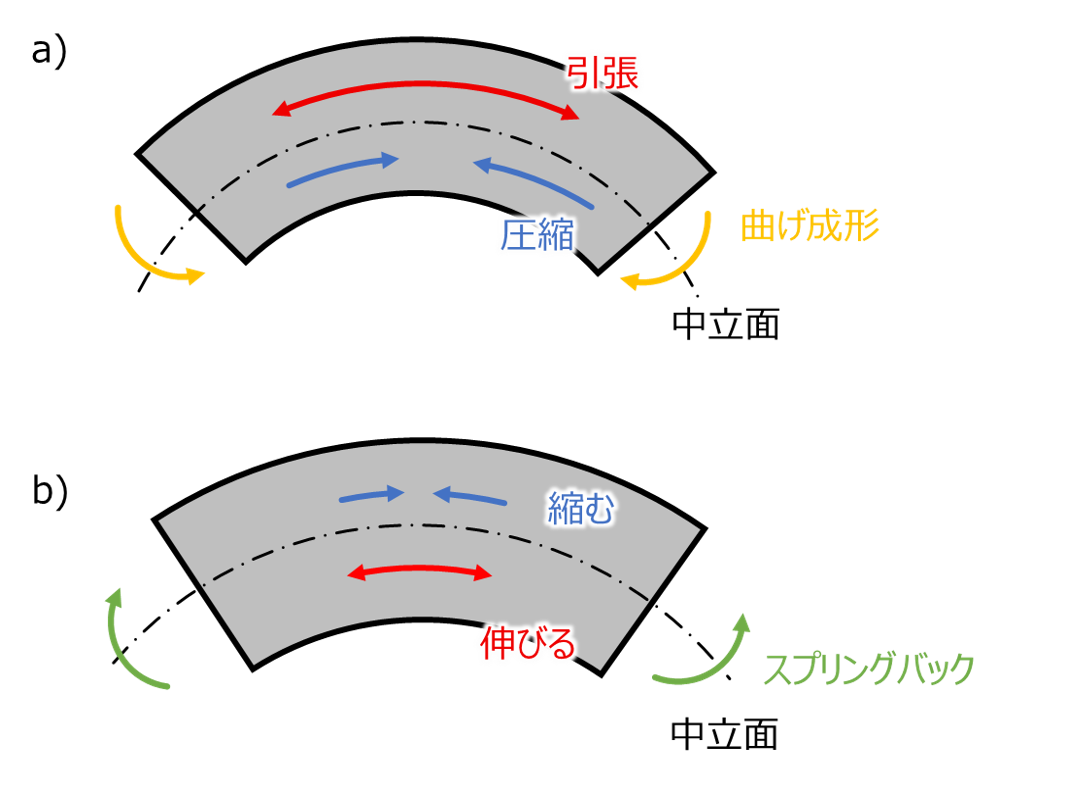
例えば、a)のように曲げ成形が入ると、中立面を境に板外側では引張応力が板内側では圧縮応力が発生する。
そして曲げ荷重が除荷されると、b)のように板外側は縮もうとし、板内側は伸びようとする。これによりRサイズや角度が変化する。
なお、このように板外と板内側で応力に差があることを、表裏応力差があるという。この表裏応力差が駆動力となってスプリングバックが発生する。
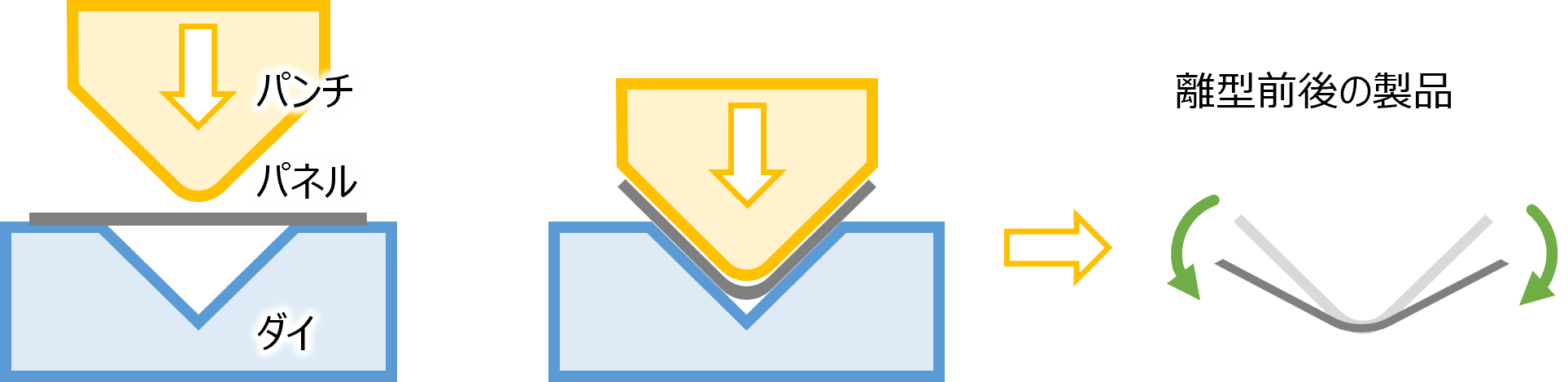
例えば、上図のように、V曲げだとこの角度変化によって、部品全体の寸法が変化する。
(上図はわかりやすさのため極端に描いている)。
そのため離型後(型から製品を取り出した後)の形状が設計形状になるように金型を見込む必要がある。
ただし金型の見込みには限界があり、そもそものスプリングバック量を減らす対策が必要である。
なぜなら、量産適用時には材料強度や成形荷重は多少はばらつくものであり、そのばらつきを拾って寸法がばらつけば品質を安定させることは困難だからである。
そのため、スプリングバック量を低減する方法について研究がなされている。そちらについては次ページ以降で説明する。
スプリングバック量(角度変化)|影響因子
均等曲げの場合、角度変化によるスプリングバック量は以下の二つの式で示せる。
なお、σm>は平均変形抵抗で降伏応力に相関する値である。 またrは曲げ半径、θは曲げ角度、Eはヤング率、tは板厚、Mは曲げモーメント、Iは断面二次モーメントである。 式の詳細は下記リンク参照のこと
上の式より、スプリングバック量に影響を与える因子がわかる。
つまり、以下の対策がスプリングバック量を低減するうえで有効である。
・材料強度を下げる
・曲げRを小さくする
・曲げ角度を小さくする
・ヤング率の大きい材料を用いる
・板厚をあげる
・断面二次モーメントをあげる
・曲げモーメントを減らす
ことが有効であることがわかる。
まとめ
本ページでは、スプリングバックのモードの一つである角度変化について原因と影響因子について述べた。
次ページでは、角度変化を部品設計で対策する方法について説明する。